

कई कार्यों में सुरक्षा और दीर्घायु के लिए सटीक कसाव महत्वपूर्ण है। एक टॉर्क रिंच यह सुनिश्चित करता है कि फास्टनर न तो बहुत ढीले हों और न ही बहुत तंग हों। आधुनिक उपकरण, जैसे एडिजिटल टॉर्क रिंच, अविश्वसनीय सटीकता प्रदान करता है। नाजुक कार्यों के लिए, एइंच पाउंड टॉर्क रिंचविशिष्ट नियंत्रण प्रदान करता है।दलदली भूमिआपकी सभी कसने की जरूरतों के लिए विश्वसनीय उपकरण प्रदान करता है।

कई अलग-अलग प्रकार के टॉर्क रिंच मौजूद हैं, प्रत्येक को विशिष्ट कार्यों के लिए डिज़ाइन किया गया है। आप पाएंगे कि मैनुअल (क्लिक-टाइप) टॉर्क रिंच आम हैं। जब वे पूर्व निर्धारित टॉर्क तक पहुँच जाते हैं तो वे क्लिक करते हैं। यह उन्हें तंग स्थानों के लिए या जब आप अच्छी तरह से नहीं देख पाते हैं तो बहुत अच्छा बनाता है। बहुत अधिक टॉर्क वाले बोल्ट के लिए, लोग टॉर्क मल्टीप्लायरों का उपयोग करते हैं। ये उपकरण उपयोगकर्ता से अधिक बल की आवश्यकता के बिना टॉर्क बढ़ाते हैं। इससे सुरक्षा और परिशुद्धता दोनों में सुधार होता है। इलेक्ट्रिक टॉर्क रिंच, या तो कॉर्डयुक्त या बैटरी चालित, सटीक सटीकता प्रदान करते हैं, आमतौर पर ±3% से ±5% के भीतर। आप उन्हें वांछित टॉर्क पर प्रीसेट कर सकते हैं। हाइड्रोलिक टॉर्क रिंच बड़े कार्यों को भी संभालते हैं, 25,000 फीट से अधिक की दूरी तय करते हैं। टॉर्क का. वे स्क्वायर-ड्राइव या लो-प्रोफ़ाइल डिज़ाइन में आते हैं। अंत में, वायवीय टॉर्क रिंच मैनुअल या इलेक्ट्रिक वाले की तुलना में अधिक टॉर्क प्रदान करते हैं। हालाँकि, उन्हें वायु नली और कंप्रेसर जैसे अतिरिक्त उपकरणों की आवश्यकता होती है। मार्शाइन इन विशेष उपकरणों की एक विस्तृत श्रृंखला प्रदान करता है, जिससे यह सुनिश्चित होता है कि आपके पास किसी भी काम के लिए सही उपकरण हैं।
एक टॉर्क रिंच में कई प्रमुख भाग होते हैं जो इसे काम करते हैं। क्लिक-प्रकार मॉडल के लिए, aआंतरिक स्प्रिंग तंत्रइसके संचालन का केंद्र है. आप वांछित टॉर्क सेटिंग के लिए इसके तनाव को समायोजित करते हैं। एबॉल डिटेंट और स्प्रिंग मैकेनिज्मएक समायोज्य स्क्रू थ्रेड द्वारा पहले से लोड किया गया है, जो टॉर्क इकाइयों में कैलिब्रेटेड है। यह बॉल डिटेंट तब तक बल संचारित करता है जब तक यह पूर्व निर्धारित टॉर्क तक नहीं पहुंच जाता। क्लच मैकेनिज्म अधिक सटीकता प्रदान करते हुए टॉर्क को प्रीसेट करने में भी मदद करता है। जैसे ही आप रिंच पर बल लगाते हैं, यह मुड़ जाता है। बढ़ता हुआ बल अंततः स्प्रिंग के प्रतिरोध पर काबू पा लेता है। जब पूर्व निर्धारित टॉर्क पहुँच जाता है, तो स्प्रिंग का बल दूर हो जाता है। इससे गेंद अपने सॉकेट से 'क्लिक' करके बाहर निकल जाती है। यह एक श्रव्य क्लिक और स्पर्शनीय अनुभव दोनों प्रदान करता है। यह सिग्नल आपको बल लगाना बंद करने के लिए कहता है।
सटीक कसने के लिए टॉर्क इकाइयों को समझना आवश्यक है।विभिन्न प्रणालियाँ विभिन्न इकाइयों का उपयोग करती हैं. अमेरिकी इकाइयों में ozf.in (औंस बल इंच), lbf.in (पाउंड बल इंच), और lbf.ft (पाउंड बल फुट) शामिल हैं। अंतर्राष्ट्रीय मानक (S.I.) mN.m (मिली न्यूटन मीटर), cN.m (सेंटी-न्यूटन मीटर), और N.m (न्यूटन मीटर) का उपयोग करता है। मीट्रिक इकाइयों में gf.cm (ग्राम बल सेंटीमीटर), kgf.cm (किलोग्राम बल सेंटीमीटर), और kgf.m (किलोग्राम बल मीटर) शामिल हैं। आपको अक्सर इन इकाइयों के बीच कनवर्ट करने की आवश्यकता होती है।यहां सामान्य रूपांतरण कारकों को दर्शाने वाली एक तालिका दी गई है:
| इकाई | इन•एलबीएफ | ft•lbf | एन•एम | केजीएफ•एम | डाइन•सेमी |
|---|---|---|---|---|---|
| 1 इंच£ पाउंड | 1 | 0.08333333 | 0.1129848 | 0.01152125 | 1.129848 ई6 |
| 1 ft•lbf | 12 | 1 | 1.355818 | 0.1382550 | 1.355818 ई7 |
| 1 एन•एम | 8.850746 | 0.7375621 | 1 | 0.1019716 | 1 ई7 |
| 1 केजीएफ•एम | 86.79617 | 7.233014 | 9.80665 | 1 | 9.80665 ई7 |
| 1 डाइन•सेमी | 8.850746 ई-7 | 7.375621 ई-8 | 1 ई-7 | 1.019716 ई-8 | 1 |
यह चार्ट स्पष्ट रूप से दर्शाता है कि विभिन्न इकाइयाँ न्यूटन-मीटर में कैसे परिवर्तित होती हैं: 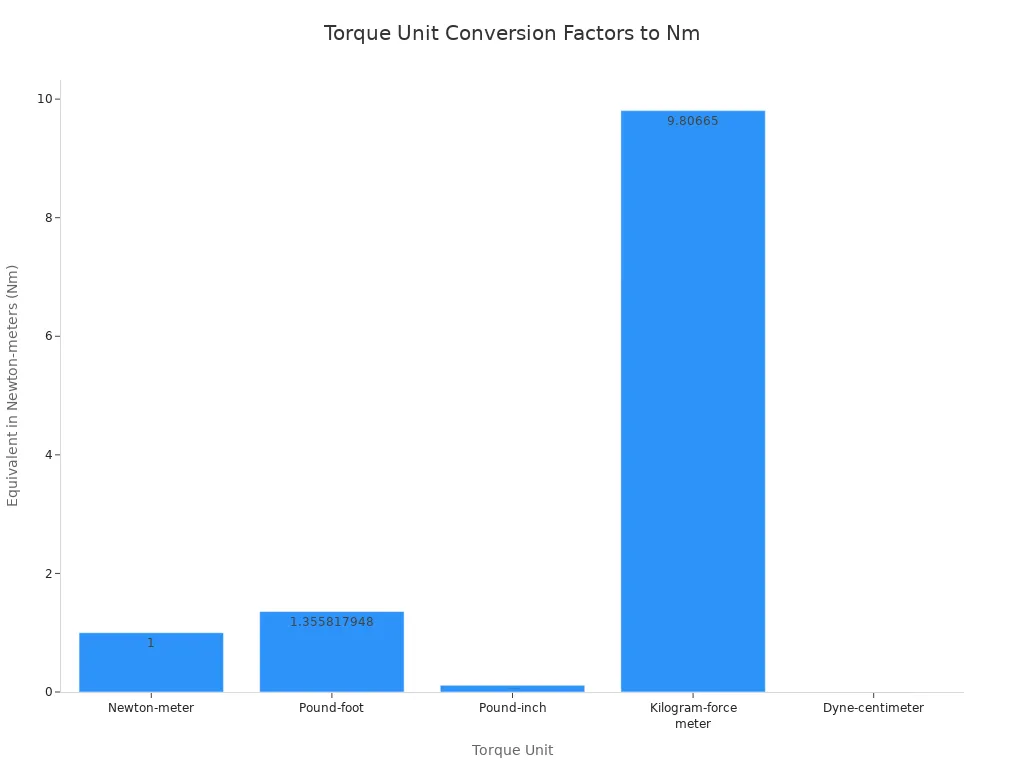 मार्शाइन सुनिश्चित करता है कि उसके उपकरण विभिन्न उद्योग मानकों को पूरा करते हुए इन विभिन्न इकाइयों में उपयोग में आसानी और सटीकता के लिए डिज़ाइन किए गए हैं।
मार्शाइन सुनिश्चित करता है कि उसके उपकरण विभिन्न उद्योग मानकों को पूरा करते हुए इन विभिन्न इकाइयों में उपयोग में आसानी और सटीकता के लिए डिज़ाइन किए गए हैं।

किसी भी कसने के कार्य के लिए सही टॉर्क मान ढूँढना पहला महत्वपूर्ण कदम है। यह सुनिश्चित करता है कि फास्टनर बिना किसी क्षति के सुरक्षित रूप से टिका रहे। उद्योग मानक, जैसेएएसएमई बी18.6.3, धागा काटने और रोलिंग स्क्रू के लिए शुरुआती बिंदु प्रदान करें। हालाँकि, ये मानक अक्सर प्रत्येक विशिष्ट उपयोग के लिए सर्वोत्तम छेद आकार और इंस्टॉलेशन टॉर्क खोजने के लिए परीक्षण की सलाह देते हैं। कई कारक आवश्यक टॉर्क को प्रभावित करते हैं। इनमें छेद का आकार, सामग्री की मोटाई और सामग्री की कठोरता शामिल है। उदाहरण के लिए, एक छोटे छेद को उच्च टॉर्क की आवश्यकता होती है। इन चरों के कारण, थ्रेड-फॉर्मिंग स्क्रू के लिए एक सार्वभौमिक टॉर्क मान संभव नहीं है।
इंजीनियर अक्सर सूत्र का उपयोग करके टॉर्क मान की गणना करते हैंटी = केडीपी. यहां, T टॉर्क है, K टॉर्क गुणांक है, D नाममात्र व्यास है, और P बोल्ट क्लैंप लोड है। K मान सतह की स्थितियों के आधार पर बदलता है। उदाहरण के लिए, मोमयुक्त सतहों का K 0.10 होता है, जबकि सादे गैर-प्लेटेड बोल्ट का K 0.20 होता है। वे इन परिणामों को 12 से विभाजित करके ft/lbs में परिवर्तित करते हैं। ये गणना आमतौर पर मोटे धागे श्रृंखला (UNC) पर लागू होती हैं। ग्रेड 2 फास्टनरों के लिए, गणना विशिष्ट आकार और लंबाई तक सीमित है; लंबे फास्टनरों को बहुत कम टॉर्क की आवश्यकता होती है।
याद रखें, ये गणनाएँ केवल एक मार्गदर्शक हैं। कई चीज़ें टॉर्क-तनाव संबंध को प्रभावित कर सकती हैं। मानवीय त्रुटि, सतह की बनावट और चिकनाई सभी एक भूमिका निभाते हैं। सही टॉर्क का पता लगाने का सबसे विश्वसनीय तरीका वास्तविक परिस्थितियों में परीक्षण करना है। गलत टॉर्क मान का उपयोग करने से गंभीर समस्याएं हो सकती हैं। कम कसे हुए हिस्से ढीले हो सकते हैं, जिससे उपकरण ख़राब हो सकता है या दुर्घटना हो सकती है। अधिक कसे हुए धागे घटकों को छील सकते हैं या क्षतिग्रस्त कर सकते हैं। इसके परिणामस्वरूप खतरनाक रिसाव, संरचनात्मक विफलताएँ या यहाँ तक कि परिणाम भी हो सकते हैंभयावह दुर्घटनाएँ. यह सृजन भी करता हैअसमान तनाव वितरणऔर श्रमिकों के लिए दुर्घटना का जोखिम बढ़ जाता है।मार्शाइन इन जटिलताओं को समझता हैऔर सटीक टॉर्क अनुप्रयोग का समर्थन करने के लिए अपने उपकरण डिज़ाइन करता है, जिससे उपयोगकर्ताओं को इष्टतम परिणाम प्राप्त करने और महंगी विफलताओं से बचने में मदद मिलती है।
सटीकता के लिए अपने टॉर्क रिंच को सही ढंग से समायोजित करना महत्वपूर्ण है। हमेशा निर्माता के दिशानिर्देशों का पालन करें। यह दुरुपयोग को रोकता है, जैसे ओवरलोडिंग या गलत तरीके से बल लगाना, जो अंशांकन को प्रभावित कर सकता है। रिंच सेट करते समय,मूल्य की दृष्टि से पुष्टि करें. यह आपको 100 के बजाय 98 सेट करने जैसे आकस्मिक गलतअंशांकन से बचने में मदद करता है। पैमाने को एक कोण पर न देखें।
रिंच को साफ रखें, विशेषकर सिर और आंतरिक तंत्र को। निर्माता की अनुशंसा के अनुसार भागों को चिकनाई दें। अच्छी देखभाल के साथ भी, आपको अपने टॉर्क रिंच को कैलिब्रेट करना चाहिएसाल में कम से कम एक बार या हर 5,000 चक्र में. इससे इसकी सटीकता और विश्वसनीयता बनी रहती है। जब आप बल लगाते हैं, तो रिंच को धीरे-धीरे और लगातार तब तक घुमाएं जब तक आपको क्लिक सुनाई न दे या महसूस न हो। क्लिक के बाद अधिक कसने या रिंच को बहुत तेजी से घुमाने से गलत टॉर्क उत्पन्न हो सकता है। इसके अलावा, फास्टनर की स्थिति पर भी विचार करें। क्या यह सूखा, चिकना या गर्म है? टॉर्क विनिर्देश अक्सर विशिष्ट स्थितियों पर लागू होते हैं। विचलन सटीकता को प्रभावित कर सकते हैं.
टॉर्क रिंच का सुरक्षित और प्रभावी ढंग से उपयोग करना आपकी पकड़ और रुख पर भी निर्भर करता है। यह सर्वोत्तम हैरिंच हैंडल को धक्का देने के बजाय खींचें. खींचने से बेहतर नियंत्रण मिलता है और ओवर-टॉर्किंग का जोखिम कम हो जाता है। टॉर्क रिंच को फास्टनर की धुरी के लंबवत पकड़ें। केवल हैंडल के निर्दिष्ट पकड़ क्षेत्र पर ही बल लगाएं। अचानक झटके लगने से बचते हुए सहज और स्थिर बल का प्रयोग करें।
बेहतर उत्तोलन और स्थिरता के लिए,दोनों हाथों का प्रयोग करेंयदि उपकरण अनुमति देता है. अपनी उंगलियों को हैंडल के चारों ओर सुरक्षित रूप से रखें, दबाव को समान रूप से वितरित करें। उपकरण को स्थिर करने के लिए अपने शरीर को कस लें। बल बढ़ाने की कार्रवाई में झुकें। अपने पैरों को कंधे की चौड़ाई से अलग रखते हुए स्थिर मुद्रा बनाए रखें। यह संतुलन और ग्राउंडिंग प्रदान करता है।
इष्टतम परिणाम सुनिश्चित करने के लिए कसने की प्रक्रिया में कई महत्वपूर्ण चरण शामिल हैं। सबसे पहले, टॉर्क आवश्यकताओं का निर्धारण करें। अधिकतम भार, सामग्री की ताकत और जोड़ के प्रकार पर विचार करें। विनाशकारी परीक्षण विफलता बिंदु का पता लगाने में मदद कर सकता है।इष्टतम टॉर्क अक्सर उस बिंदु का 75% होता है, कंपन जैसे कारकों के लिए समायोजित।
इसके बाद, सही टॉर्क टूल चुनें। उत्पादन आउटपुट, सामग्री प्रकार, आवश्यक टॉर्क और फास्टनरों के आधार पर उपकरण चुनें। विकल्प वायवीय स्क्रूड्राइवर्स से लेकर औद्योगिक टॉर्क रिंच तक हैं। डेटा एकत्र करने की क्षमता वाले टूल पर विचार करें। टूल को कैलिब्रेट करने, त्वरित लाइन परीक्षण करने और फास्टनर टॉर्क को सत्यापित करने के लिए टॉर्क परीक्षकों का उपयोग करें। इन परीक्षकों के पास पर्याप्त मेमोरी और अंशांकन डेटा संग्रहीत होना चाहिए।
सभी उत्पादन विभागों के बीच सहयोग आवश्यक है। योजनाकारों, पर्यवेक्षकों, इंजीनियरों, गुणवत्ता नियंत्रण और असेंबलरों को एक साथ काम करना चाहिए। यह टॉर्क विनिर्देशों का लगातार पालन सुनिश्चित करता है। कर्मचारियों को टॉर्क सिद्धांत, उपकरण संचालन, रखरखाव, सुरक्षा और एर्गोनॉमिक्स पर प्रशिक्षण प्रदान करें। कई पेशेवर उपकरण आपूर्तिकर्ता यह प्रशिक्षण प्रदान करते हैं।
श्रमिकों की थकान और चोटों को रोकने के लिए सुरक्षा कार्यक्रम लागू करें और उच्च गुणवत्ता वाले उपकरणों का उपयोग करें। औजारों और कार्य क्षेत्रों का नियमित निरीक्षण करें। घिसे हुए घटकों को बदलें और असुरक्षित स्थितियों को ठीक करें। एक अंशांकन कार्यक्रम स्थापित करें. उचित सेटिंग्स के लिए समय-समय पर टॉर्क टूल्स की जांच करें, क्योंकि सेटिंग्स आसानी से बदल सकती हैं। एप्लिकेशन कितना गंभीर है और निर्माता की सिफारिशों के आधार पर प्रारंभिक अंशांकन अंतराल निर्धारित करें। आवश्यकतानुसार इन अंतरालों को समायोजित करें।
निवारक रखरखाव करें. सटीकता बनाए रखने के लिए उपकरणों के टूट-फूट या ख़राब हिस्सों का नियमित रूप से निरीक्षण करें। उपयोग के चक्र या घंटों के आधार पर रखरखाव अंतराल स्थापित करें। 100,000 चक्रों के बाद या जब आप घिसाव देखते हैं तो सेवा उपकरण। सटीक टॉर्क नियंत्रण से गुणवत्ता नियंत्रण बढ़ता है। यह उत्पादन के दौरान क्षतिग्रस्त हिस्सों और बाजार में उत्पाद की विफलता को रोकता है। उपकरण आपूर्तिकर्ताओं को चुनें जो ऐसे समाधान पेश करते हैं जो असेंबली गति में सुधार करते हैं, गुणवत्ता नियंत्रण दक्षता बढ़ाते हैं, त्रुटियों को कम करते हैं और अंततः समय और धन बचाते हैं।
A टॉर्क रिंच पर क्लिक करेंइसे एक विशिष्ट ध्वनि बनाने और पूर्व निर्धारित टॉर्क स्तर तक पहुंचने पर स्पर्श प्रतिक्रिया प्रदान करने के लिए डिज़ाइन किया गया है। यह "क्लिक" संकेत देता है कि आपने वांछित टॉर्क हासिल कर लिया है। यह पूर्व निर्धारित टॉर्क से अधिक को रोकने में मदद करता है। हालाँकि, रिंचस्वचालित रूप से बन्धन बंद नहीं करता है. क्लिक सुनने या महसूस करने के बाद आपको तुरंत रुक जाना चाहिए। यह चुनौतीपूर्ण हो सकता है, विशेष रूप से सस्ते रिंचों के साथ जिनमें एक हो सकता हैकम निश्चित क्लिक.
अधिक कसने से महत्वपूर्ण क्षति हो सकती है। यहधागे उतारें या घटकों को क्षति पहुँचाएँ. कम कसने से संलग्न वस्तु कमजोर हो सकती है, जिससे वह असुरक्षित हो सकती है। उदाहरण के लिए,eTork EC3250 डिजिटल टॉर्क रिंचलगभग एक पॉप की तरह, एक बहुत ही ध्यान देने योग्य श्रव्य और स्पर्शनीय क्लिक प्रदान करता है। यह स्पष्ट फीडबैक केवल रोशनी या बीप की तुलना में अधिक प्रभावी ढंग से रुकने का संकेत देता है। यह सटीक रूप से लक्ष्य निर्धारण पर होता है। बचने के लिए इस फीडबैक पर हमेशा ध्यान देंधागा अलग होना या घटक क्षति.
जब आप एक असेंबली में कई फास्टनरों को कसते हैं, तो अनुक्रम बहुत मायने रखता है। प्रत्येक फ़्लैंज या गैस्केट प्रकार के लिए कोई एकल "सिल्वर बुलेट" बोल्ट कसने का क्रम नहीं है। चयन गैसकेट प्रकार और निकला हुआ किनारा कनेक्शन व्यवस्था पर निर्भर करता है। ASME PCC-1, एक प्रमुख दिशानिर्देश, कई पैटर्न को कवर करता है।
The सितारा पैटर्नएक सामान्य तरीका है. आप तीन पासों में स्टार पैटर्न में बोल्ट कसते हैं: लक्ष्य टॉर्क का 20-30%, फिर 50-70%, फिर 100%। उसके बाद, आप घूर्णी पास के साथ तब तक चलते रहें जब तक कि नट हिलना बंद न कर दें। यह पैटर्न सभी एएसएमई बी16.5, बी16.47 और हीट एक्सचेंजर फ्लैंज के लिए काम करता है। यह अच्छी तरह से समझा जाता है लेकिन कई बोल्ट वाले फ्लैंज के लिए समय लग सकता है।
The संशोधित सितारा पैटर्नअधिक समय-कुशल है. यह समान स्टार पैटर्न का अनुसरण करता है लेकिन बोल्ट लोड को तेजी से बढ़ाता है। पहला पास तीन भागों में टूट जाता है: 1ए (पहले चार बोल्ट के लिए 20-30%), 1बी (अगले चार के लिए 50-70%), और 1सी (बाकी के लिए 100%)। फिर, आप घूर्णी पास के साथ अनुसरण करते हैं। नरम गास्केट को पूर्ण दूसरे स्टार पैटर्न पास की आवश्यकता होती है।
The चतुर्थांश पैटर्नऔर भी अधिक कुशल है. इसमें पहले चार बोल्ट के लिए एक 'स्टार अनुक्रम' शामिल है। फिर, आप बाद के बोल्टों को तुरंत दाईं ओर कस लें। यह पैटर्न दाईं ओर जारी रखते हुए 1ए, 1बी और 1सी जैसे पासों का भी उपयोग करता है। यह कई बोल्ट वाले फ्लैंज के लिए बहुत तेज़ है।
The आड़ा - तिरछाकसने का क्रम पूरे असेंबली में एक समान तनाव सुनिश्चित करता है। यह असमान विकृतियों और अत्यधिक तनाव को कम करता है। इंजन असेंबली या एयरोस्पेस जैसे सख्त सहनशीलता की आवश्यकता वाले अनुप्रयोगों में यह पैटर्न आम है। आप एक शुरुआती बोल्ट का चयन करें, बाद के बोल्टों को वामावर्त संख्या में डालें, और उन्हें कसने के लिए एक विशिष्ट श्रृंखला का पालन करें।
मार्शाइन उच्च गुणवत्ता वाले उपकरणों की एक श्रृंखला प्रदान करता है समान भार वितरण और इष्टतम असेंबली अखंडता सुनिश्चित करते हुए, इन सटीक कसने वाले अनुक्रमों का समर्थन करने के लिए डिज़ाइन किया गया है। उन्नत, सुरक्षित और आसानी से संभाले जाने वाले उत्पादों के प्रति उनकी प्रतिबद्धता उपयोगकर्ताओं को विभिन्न अनुप्रयोगों में विश्वसनीय परिणाम प्राप्त करने में मदद करती है।
कार्बन फाइबर घटकों के साथ काम करने के लिए अतिरिक्त देखभाल की आवश्यकता होती है। कार्बन वाले भाग नाजुक होते हैं। यदि आप बहुत अधिक बल लगाते हैं तो वे आसानी से कुचल या टूट सकते हैं। धातु के हिस्सों के मुकाबले हमेशा कम टॉर्क मान का उपयोग करें। कई लोग कार्बन असेंबली पेस्ट का भी इस्तेमाल करते हैं। यह पेस्ट घर्षण बढ़ाता है, इसलिए समान क्लैंपिंग बल प्राप्त करने के लिए आपको कम टॉर्क की आवश्यकता होती है।
थ्रेडलॉक और एंटी-सीज़ यौगिक यह बदलते हैं कि धागों के बीच कितना घर्षण है। थ्रेडलॉक से घर्षण बढ़ता है। इसका मतलब है कि आपको अधिक कसने से बचने के लिए अपनी टॉर्क सेटिंग को कम करने की आवश्यकता है। एंटी-सीज़ घर्षण को कम करता है। सही क्लैम्पिंग बल प्राप्त करने के लिए आपको अपनी टॉर्क सेटिंग बढ़ाने की आवश्यकता होगी। इन उत्पादों का उपयोग करते समय हमेशा अपने टॉर्क मूल्यों को समायोजित करें।
अपने टॉर्क रिंच को सही ढंग से संग्रहीत करने से इसे लंबे समय तक चलने और सटीक रहने में मदद मिलती है। हमेशारिंच को उसके केस में लौटाएँउपयोग के बाद।इसे ठंडी, सूखी जगह पर स्टोर करें, सीधी धूप या नमी से दूर। उपकरण को गिराने या उस पर भारी वस्तु रखने से बचें। यह आंतरिक भागों के गलत संरेखण को रोकता है। क्लिक-प्रकार रिंच के लिए,माइक्रोमीटर हैंडल को उसकी निम्नतम सेटिंग पर समायोजित करें भंडारण से पहले. यह आंतरिक स्प्रिंग को समय के साथ लोच खोने से बचाता है।
सटीक टॉर्क अनुप्रयोग के लिए नियमित अंशांकन महत्वपूर्ण है। अंतर्राष्ट्रीय मानक, जैसेआईएसओ 6789, प्रत्येक टॉर्क टूल को कैलिब्रेट करने का सुझाव दें5,000 चक्र या छह से बारह महीने. यदि कोई उपकरण गलत पाया जाता है, तो आपको उसे पुनः कैलिब्रेट करना होगा। फिर, आपको भविष्य की समस्याओं को रोकने के लिए अंशांकन अंतराल को आधा कर देना चाहिए।
कई चीजें टॉर्क रिंच को गलत बना सकती हैं। उदाहरण के लिए, क्लिक रिंच में आंतरिक स्प्रिंग्स लोच खो सकते हैं। ओवर-टॉर्किंग डिजिटल मॉडल में स्ट्रेन गेज को ख़राब कर सकता है। मुड़ी हुई बीम बीम रिंच को प्रभावित कर सकती है। अंशांकन में a का उपयोग करना शामिल हैटोक़ अंशांकन परीक्षक. आप एक ज्ञात बल लागू करते हैं और किसी भी अंतर को मापते हैं। फिर, आप रिंच को तब तक समायोजित करें जब तक कि उसकी रीडिंग परीक्षक के बल से मेल न खाए। मार्शाइन प्रदान करता हैविश्वसनीय उपकरणऔर गुणवत्तापूर्ण डिज़ाइन के माध्यम से उनकी दीर्घायु का समर्थन करता है, जिससे उपयोगकर्ताओं को उनकी सभी परियोजनाओं में सटीकता बनाए रखने में मदद मिलती है।
टॉर्क रिंच का उपयोग करते समय हमेशा सुरक्षा को प्राथमिकता दें। सही सेटिंग्स और क्लिक पर रुकना क्षति को रोकता है। सटीक टॉर्क फास्टनर की अखंडता और घटक की दीर्घायु सुनिश्चित करता है। विश्वसनीय परिणामों के लिए इन तकनीकों को आत्मविश्वास से लागू करें। मार्शाइन आपकी सटीक कसने की ज़रूरतों का समर्थन करते हुए उन्नत, सुरक्षित और आसानी से संभाले जाने वाले उपकरण प्रदान करता है।
विशेषज्ञ हर 5,000 चक्र या हर छह से बारह महीने में एक टॉर्क रिंच को कैलिब्रेट करने की सलाह देते हैं। इससे इसकी सटीकता सुनिश्चित होती है. यदि यह गलत हो जाता है, तो इसे पुनः कैलिब्रेट करें और अंतराल को छोटा करें।
अधिक कसने से धागे छिल सकते हैं या घटकों को क्षति पहुँच सकती है। इससे खतरनाक रिसाव, संरचनात्मक विफलताएँ या यहाँ तक कि भयावह दुर्घटनाएँ होती हैं। यह असमान तनाव भी पैदा करता है।
नहीं, बोल्ट को ढीला करने के लिए किसी को टॉर्क रिंच का उपयोग नहीं करना चाहिए। यह रिंच के आंतरिक तंत्र को नुकसान पहुंचा सकता है और इसके अंशांकन को प्रभावित कर सकता है। इसके बजाय एक मानक रिंच का उपयोग करें।



























